章經(jīng)理:15653770928
馮經(jīng)理:18953792860

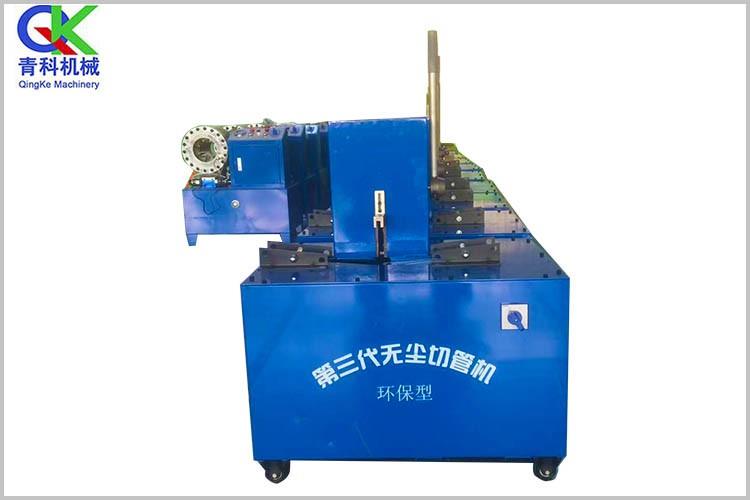
氣動切管機可以自主運行,可以實現(xiàn)自主的夾料,接下來就是進刀,然后就是送料,這段時間我們可以進行尺寸的設置,還有定數(shù)停機的設置等等,這些完全是通過plc相關程序進行設定的。氣動切管機整個過程動力就是氣動,不但能夠保障管道的切口完好,而且切割大小也是很準確的,無需工人上手進行操作,簡單快捷方便。

氣動切管機整個過程動力就是氣動,不但能夠保障管道的切口完好,而且切割大小也是很準確的
1、在機床使用前,對切管機的導軌、軸承等應按潤滑系統(tǒng)要求,施加潤滑油,按要求清洗液壓油池,更換液壓油。
2、機床工作時,應首先啟動液壓系統(tǒng),然后空車運行15分鐘,未發(fā)現(xiàn)異常現(xiàn)象后,方可進行切削。
3、每天工作完畢后,應將帶鋸條放松,以便延長使用壽命。
4、每天工作完畢后,應將工件拖離出機床,清掃切屑和其它物品,擦干工作臺面上的、導軌上的制冷液。然后將鋸架下降到下端位置,并墊好墊木塊。
5、每天下班時需要關掉總電源開關以防意外。
6、一般三年應大修一次。
要求,施加潤滑油,按要求清洗液壓油池,更換液壓油")
在機床使用前,對切管機的導軌、軸承等應按潤滑系統(tǒng)要求,施加潤滑油,按要求清洗液壓油池,更換液壓油
1、檢查鋸條有無損壞,齒型是否完整,鋸條表面是否平整光潔,以及有無別的異常現(xiàn)象,以保障使用安全。
2、裝配時,確定鋸條箭頭方向與設備主軸旋轉方向一致,切勿裝反。
3、鋸床設備開動前,保障安全的情況下,有單人操作設備,點動空轉,檢查設備轉向是否正確,振鋸條空轉幾分鐘,無打滑、擺動或跳動后正常工作。
4、鋸條如不立即使用,應將其平放或利用內孔將其懸掛起來,平放的鋸條上不能堆放其它物品或腳踩,并要注意防潮,防銹蝕。
5、當鋸條不再鋒利、切割面粗糙時,需要及時進行再修磨。修磨不能改變原角度和破壞動平衡。
6、鋸條的內徑修正、定位孔加工等,需要由廠方進行。如果加工不好,會影響產品使用效果,并且可能發(fā)生危險,擴孔原則上不能超過原孔徑20mm,以免影響應力的平衡。
7、成捆鋸切材料時,床臺后夾鉗應充分夾緊鋸切材料以防止切偏或造成鋸條打齒、脫齒等情況發(fā)生。在成捆切開數(shù)量多的時,張緊度需求恰當?shù)谋绕綍r要緊一點,挑選帶有鋸條繃簧維護的張緊組織。
8、帶鋸條不進行切割時,請松倒?jié)q緊組織,讓鋸條堅持松開狀況。除非加工的進度要求大,需求3班倒,如果不是的話,好在鋸床不必的時分,松開帶鋸條張緊組織,這么能夠減輕帶鋸條的疲憊度,延伸帶鋸條的使用壽命。

不但能夠保障管道的切口完好,而且切割大小也是很準確的,無需工人上手進行操作,簡單快捷方便